根据PLC的电子皮带秤自控体系的规划与完结
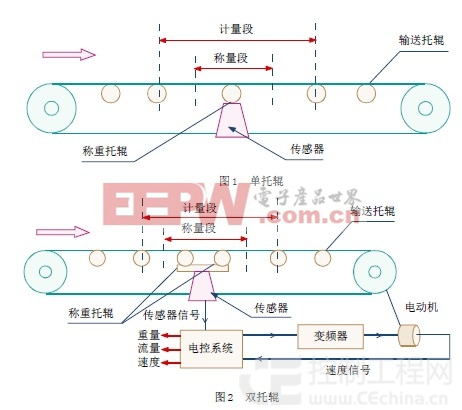
电子皮带秤由机械部分和电控体系两部分组 成。当物料经过皮带秤输送机计量段时,物料质量 对称重托辊发生压力,称重托辊将这个力作用到 负荷传感器上,使传感器上发生一个与这个区段 上的物料质量成正比的电信号;一起测速组织产 生与皮带速度成正比的脉冲信号。电控体系完结 对信号的处理,显示出分量,瞬时流量、速度等参 数。与传感器顶部相接的称重托辊有单托辊和双 托辊,如图1、图2 所示。
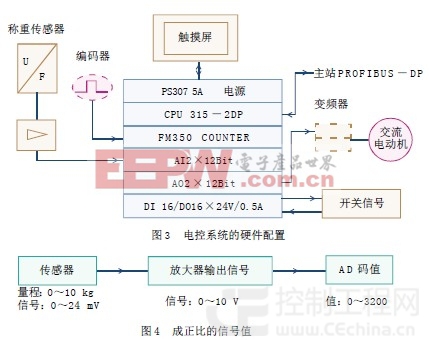
电子皮带秤的传动是由一台带有变频器调速的 沟通电动机传动的,其主要检测元件是一台称重传 感器和装置在电动机轴上的编码器。称重传感器采 集输出0~24 mV 正比于物料质量的电压信号,该 信号经放大器放大成0~10 V电压后送入模拟量输 入模块,经A/D 转化后再送进CPU 模块进行运算。 一起跟着输送机的不断工作,装置于驱动电动机上 的光电脉冲编码器宣布脉冲,每一个脉冲代表皮带 走过的间隔,其收集的电动机转速脉冲数送入高速 计数模块。经CPU 模块会集处理运算后输出的模 拟数由模拟量输出模块输出变频器的频率,来调理 电动机的转速,以到达操控的要求。还需添加所需 的输入输出点位的开关量模块。因为西门子PLC以 其极高的性能价格比,功能强大,其指令履行速度 快,能缩短扫描周期,也便是能进步响应速度,增 强操控的实时性,更能确保高精度要求产品的质 量。电子皮带秤选用西门子S7 - 300 的硬件装备, 操控整个操控办理体系。其硬件构成如图3 所示。可按 下列硬件装备来进行硬件组态。
在电子皮带秤触摸屏终端上按实践要给定 设定流量sp(n),与瞬时流量pv(n)比较,发生差错 信号ev(n)=sp(n) —pv(n),经PID调理运算发生 一操控电压信号给变频调速器调理沟通电动机转 速。当sp(n)>pv(n)时